VE/VA提案
VE / VA proposal


設計から鋳造、切削を社内一貫生産で行える強みに加え、「3D CAD」や「CAE」などのツールを駆使し、品質の向上や納期短縮、コストダウンの実現を可能にしてきました。
吉田工業は、これからも技術向上に努め、QCDを考慮した製品づくりを行ってまいります。

鋳造の提案実績
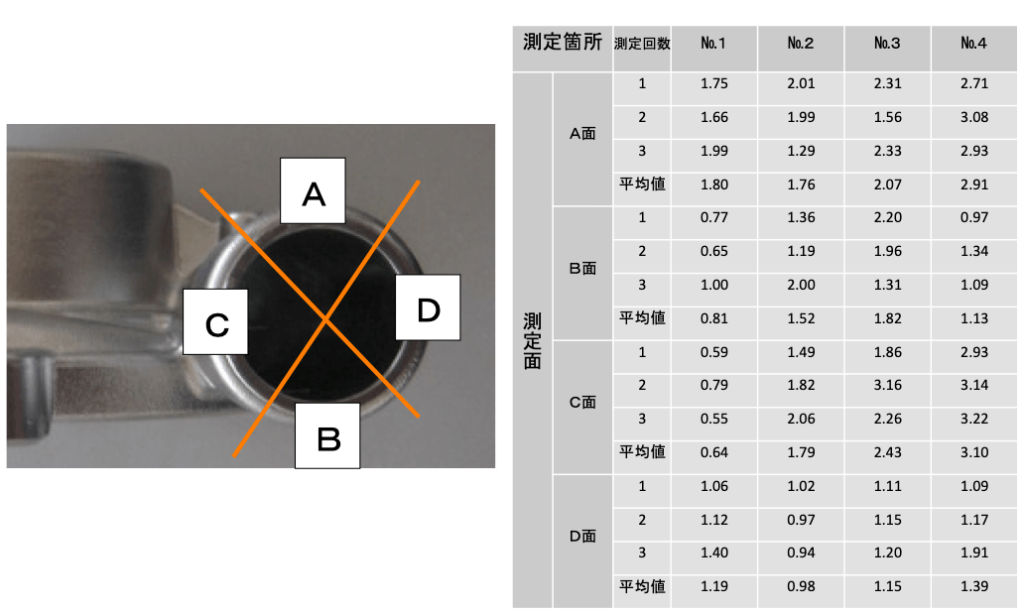
中子の砂粒度・材質を見直し、表面粗さをRa3以下へ!
課題
ユニットの性能を向上させたいため、パイプ内を通過する空気の流動抵抗を減らし、スムーズに流れるようにしたいとのことでした。
提案内容
1、弊社が提案した事
パイプ内面の表面粗さを向上させるために、目標粗さをRa3以下にすることが重要でした。
鋳造で、パイプ形状(中空)を成形するために必要なシェル中子の元となる、砂の粒度・材質等を見直しました。
そうすることにより、中子そのものの面粗度を向上させることができました。
2、製造上の課題
粒度・材質を変更することにより、下記の2点の課題がわかりました。
①シェル中子の造形性が悪化(充填性・流動性)
②鋳造性が悪化(通気性・充填性)
3、課題解決
金型材質・金型形状・製造方案・製造条件の見直しを行い、性能の向上を実現しました。
例①:鋳造時、シェル中子から発生するガスを、最小限にし効率よく金型外へ排出させる工夫
例②:シェル中子造形時、比重の重い砂を金型の隅々まで充填させる工夫
結果イメージ
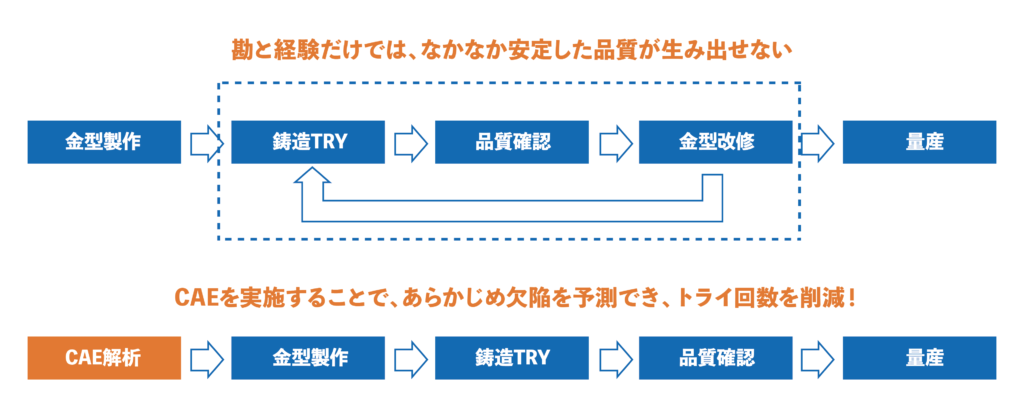
事前のCAE解析により、トライ数削減!
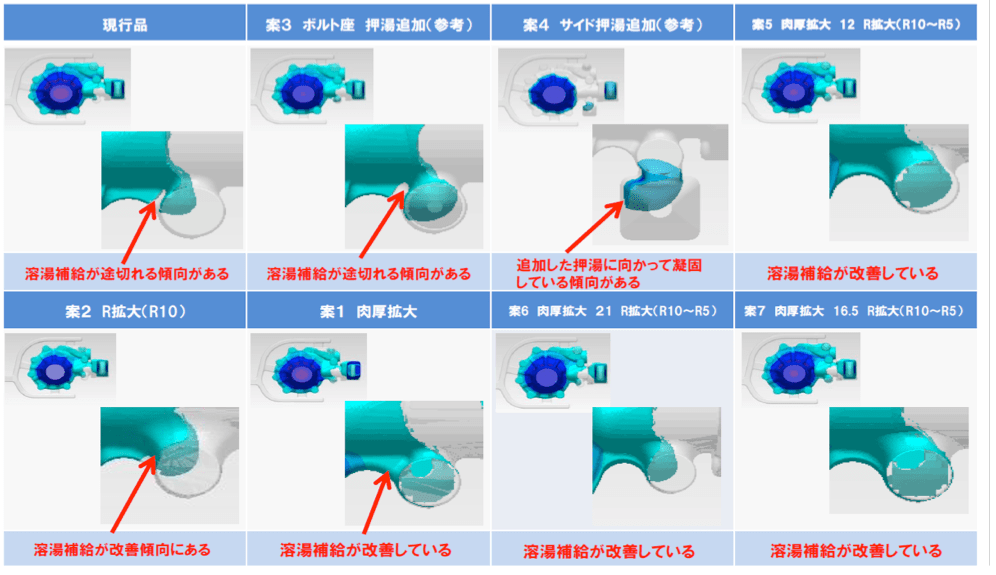
課題
開発段階では、湯の流れ方が不明な箇所があり、一度で品質の良いものをつくることができない場合がありました。そのため、トライ回数が増えたり、使用する材料のコストが増えることが課題でした。
提案内容
製造を手掛ける技術者の勘と経験だけでは、安定した品質が生み出せないため、CAEでの解析を取り入れました。
CAEを活用することにより、鋳造欠陥発生の懸念箇所を解析。これらを行うことで、事前に様々な形状で予測することが可能となりました。そのため、最適な形状提案を行い、品質の向上やトライ回数の低減、また材料費のコストダウンにつながりました。
結果イメージ
シェル中子の技術を駆使し、工程を削減!
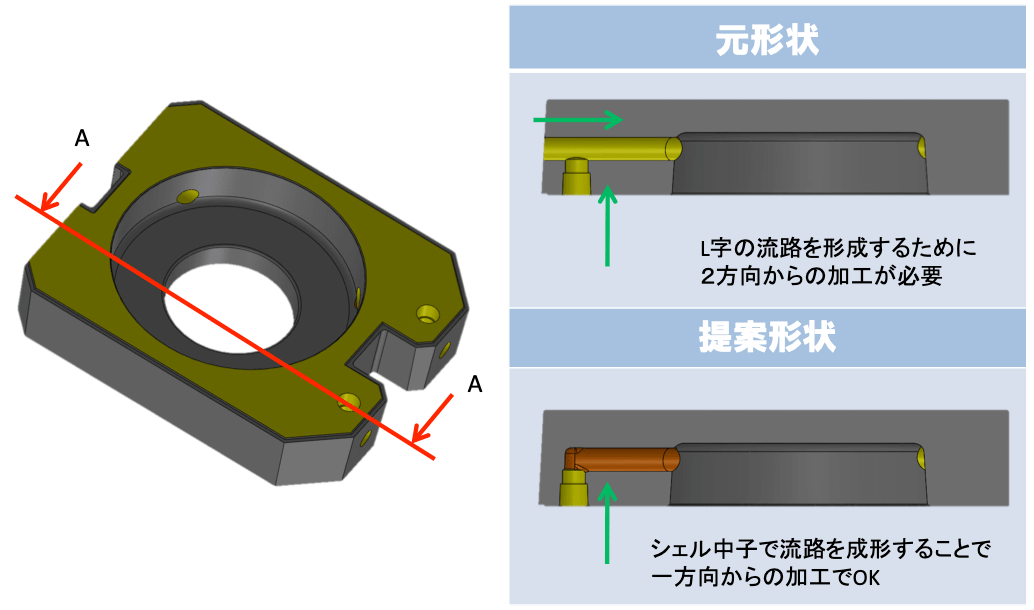
課題
L字の流路を形成するために、2工程の加工が必要でした。
結果、「お客様での組立工数・部材が必要」・「加工初期投資が大きい」という課題があり、その解決が必要でした。
提案内容
シェル中子で流路を成型することで、加工工程を1工程削減しました。
素材で流路を成形することで、加工初期投資が減り、客様での組立も工数が削減されました。(止栓等)
結果イメージ
3Dデータでの鋳物形状提案で、30%の軽量化を実現!
課題
「出図はしたが、思った形状と違う。」「言いたいことが伝わりにくい。」など、図面上の検討のみだと、お互いにイメージが伝わりくいことが多々ありました。
そのため、立ち上げスピードが遅くなることに加え、品質や形状を最適化することも課題でした。
提案内容
過去の実績にもとづく独自のノウハウおよび3D CADを駆使し、形状を3Dで表現することで、意思疎通が速く、形状の相違もなくなりました。
最適な鋳物形状を提案することが可能であるため、立ち上げスピード向上、歩留まり向上、コストダウンを実現しました。
立ち上げスピード向上
開発段階で、3Dデータを製作し提案することで、お客様との形状整合がスムーズにでき、検討期間の短縮が可能となりました。
歩留まり向上
これまでの「経験」および「デジタル技術」を組み合わせることで、品質を安定させ歩留まりを向上させることができました。
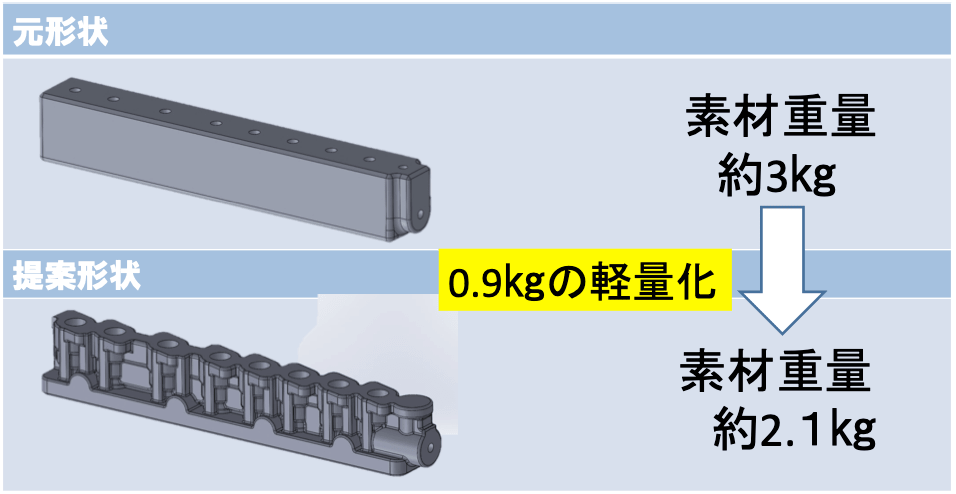
コストダウン
提案前:素材重量 約3kg
提案後:素材重量 約2.1kg
結果、約0.9kgの削減ができました。
結果イメージ
切削の提案実績
形状提案で、新規受注!
課題
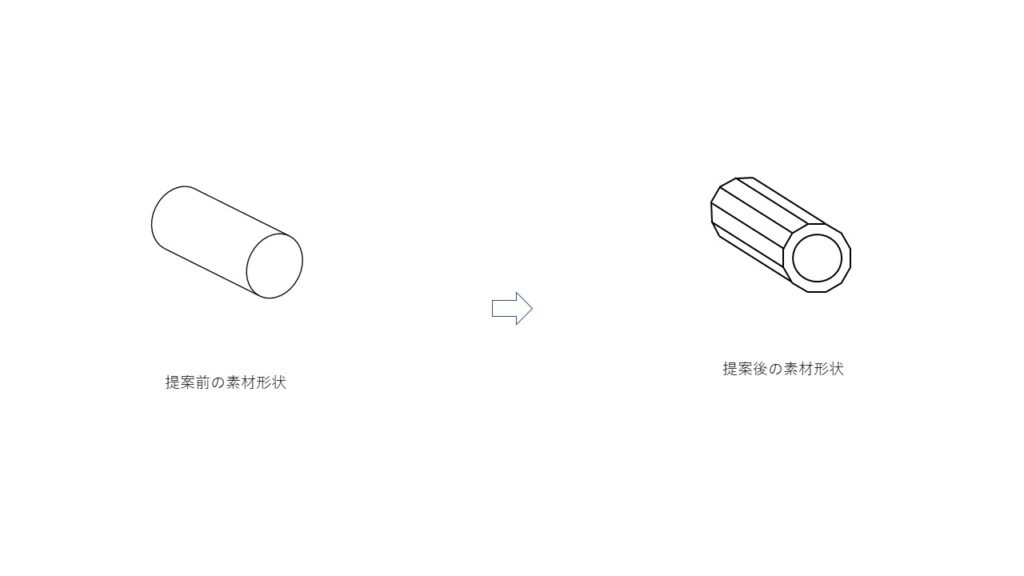
■新規製品の獲得として検討したが、価格が合わない 製造上の課題 ①丸棒から12角の形状を加工する為、加工時間がかなり掛かってしまう CNC自動旋盤でC軸を回転させミーリング加工を行う ②HRC20~30の硬度指定がある 外注による熱処理が必要となる
提案内容
材料仕様を見直しパイプの異形材を提案しました。
■加工時間短縮
12角形の加工が無くなった為、加工時間の短縮が可能となりました。
パイプ形状にした事で、下穴(粗どり)の加工時間の短縮が可能となりました。
■外注費削減
パイプの異形材にした事で、加工硬化(断面率向上)があり内部硬度が安定、素材の時点で硬度を満足させる事が出来ました。
■コストダウン
加工時間の大幅な短縮が出来た事と、外注費の削減が出来た事で、納期と価格の両面でお客様のご要望に答える事が出来ました。
結果イメージ